
BOBST, Dow Chemical and Poplast present the latest resultsof a supply chain R&D collaboration, capable of creating – with a very short time-to-market, starting from oneBARRIER single-material laminates – new single-serve coffeesticks that are high performing, machinable and sustainable.The ‘ultimate test’ on ultra-fast packaging machines,told by the protagonists.
Just two months is the time-to-market for the new single-serve sticks, designed and produced with all the sustainability features required by the market and to meet legislation requirements to ensure an adequate shelf life for the food and pharmaceutical products for which they were created.
They are the new and latest result of the BOBST-Dow & partners research, which in recent years has created the oneBARRIER monomaterial substrates presented at the last K as a sustainable, alternative to traditional high-barrier multi-layer structures. A few months later, here they are again on display at interpack at the stands of the converters involved in the second phase of the R&D project, transformed into ‘finished’ packaging on very high-speed packaging machines, which put them to the test under the most challenging conditions. The results (tested and certified) of this second step of the development work, the challenges overcome, and the opportunities opening up are told to us in this multi-voice interview by Sara Alexander (BOBST), Martin Hill (Dow) and Andrea Ghu (Poplast).
Phase 1, the background
Developing hi-tech packaging in such a short time would have been unthinkable without the work done from 2018-19 in BOBST’s coating and laminating technology centres. “Here, with BOBST and in collaboration with other companies that believed in our project (Zermatt, Michelman and Sun Chemical, Ed.), the new laminates of the oneBARRIER family that are the basis of the sticks presented at interpack were born,” recalls Martin Hill, the Dow Chemical expert who oversaw all the development work regarding resins and adhesives.
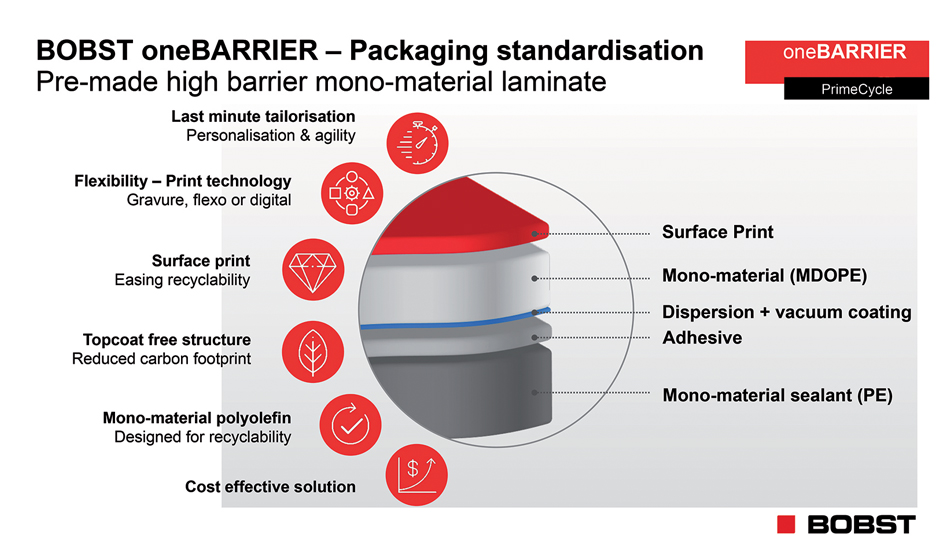
In short, these are monomaterial, high-barrier mono-oriented PE films that make the most of the performance of barrier lacquer as an alternative to the EVOH layer, the AlOx process for transparent structures and the AluBond process for metallised ones. They can replace metallised polyester due to their remarkable barrier properties of WVTR (moisture) <1.0 g/(m² d); OTR (oxygen) <1.0 cm³/(m² d) in the case of AlOx; values even below 0.1 in the case of AluBond. An outstanding result.

Phase 2 for fast-track R&D
“When we started the oneBARRIER project in search of a sustainable barrier material,” says Sara Alexander of BOBST, “by already having all types of coating, laminating and printing machines in-house, we were able to bring the participants’ know-how together in one place using a unique set of skills. We achieved outstanding laminates with barrier, a degree of flexibility and optical properties suitable for even the most demanding applications, but it was still not enough. The new materials had to be market-ready, i.e. they had to be able to ‘run’ on industrial equipment under real processing conditions.
Therefore, together with Poplast, we monitored the demand for packaging to identify the most interesting products for users and started by creating single-serve stick packs for coffee. The converter in Castel San Giovanni made and printed them in ECG, going through all the necessary steps to guarantee maximum quality. And when Dow involved Mespack we completed the chain, also producing the sticks in a pharma version and testing both on the Spanish manufacturer’s packaging machines.
Together with the new partners, we thus demonstrated that in just a few weeks it is possible to design a pack from scratch, with the necessary functional and sustainability features. And to see how the new sticks ran on the Mespack equipment, ensuring consistent quality and performance throughout the process, was really exciting.
In this interview
 Printing and Converting Machinery
Printing and Converting Machinery
Sara Alexander, Marcomm Manager for rotogravure printing, laminating and coating lines at Bobst Italia San Giorgio Monferrato
 Resins and adhesives
Resins and adhesives
Martin Hill, Application Technology Leader EMEA Food and Specialty Packaging, Dow Packaging
 Flexible Packaging Printing and Converting
Flexible Packaging Printing and Converting
Andrea Ghu, Sales Director Poplast Srl
New challenges, new discoveries
“Every time this technology is introduced in a new application there will be new challenges,” considers Martin Hill, “because each packaging machine is a little bit different and each packaging has its own prerogatives. Making a stick or a 10 kg pack is totally different and that is the essence, and also the beauty, of our work. What we have learnt today in the converting and packaging phases, and which is a “take-away” for all of us, concerns first of all a couple of critical points on which the sealability of the material at high speeds depends. Working with resins with a very low melting point, such as PE, required a great deal of effort to develop a suitable sealing film and then to deal with the consequent difficulties in controlling stickiness and blocking during extrusion. For this reason, we are very proud to have been able to control the final coefficient of friction of the film, and the collaboration with extrusion partners on the one hand and machine manufacturers on the other has been crucial”. In virtually endless development work, the expert continues, Dow Chemical’s commitment is to produce increasingly high-performance and cost-effective PE-based, monomaterial substrates as well as those based on alternative materials such as paper or PP. Substrates, therefore, that could maintain the same operating window, at the same speeds, as multi-material solutions even on cold seal packaging lines.
Challenges for the printer
The printing phase, comments Andrea Ghu, is an effective ‘ultimate test’ of the material’s goodness: “The work done at Dow with the creation of the right granule to extrude, the correct chemical components, a sealing film effective at very low temperatures but without the associated sealing and process problems, made it possible to create a substrate that is very high performing but potentially difficult to process. We printed it in rotogravure, which notoriously does not like PE very much, and in ECG, which is an innovative and complex technology and requires very high stability of all elements. This allowed us not only to achieve the highest quality reproduction but also to benefit from the advantages of the extended colour gamut, using only 6 colours for a design that required 10 or 11 (for 5 product references) and with a Delta E of the most ‘difficult’ colour well below 1.8.
Printing this sophisticated PE-based structure into very small sticks with the necessary characteristics to run on a packaging machine was a challenge. Also for me personally who has always, long before the hype, insisted on the importance of finding alternative barriers to aluminium to create materials that are as recyclable as possible. The results of the work with BOBST and Dow show that the industry is capable of finding solutions to all problems – and sometimes even better ones than those indicated by the legislator as the only viable ones. Any reference to the coercive form of the Packaging and Packaging Waste Regulation is “not” purely coincidental….”.
– material, + saving, new machines
Poplast’s printed stick packs are certified 88% recyclable by the authoritative Institut cyclos-HTP, “but we are convinced that with a few adjustments we will easily exceed 90%, in any case well above the 70% target set by the new regulations,” says Andrea Ghu. There are many ways to make further progress on the road to sustainability, considers the Poplast manager. They concern materials – where polyolefins have advantages in weight (between 15 and 25% thinner) and performance, and work well at temperatures even 20 to 40 degrees lower than traditional laminates… And they involve hexa- and heptachrome printing processes, which reduce the amount of ink and waste, further increasing the economic benefits of new structures.
“In order to contain the economic and environmental costs of flexible packaging,” says Alexander, “we must first of all do three things: reduce the weight, and therefore the impact, of plastics on the market; minimise waste and ink and energy consumption; and measure the overall impact of the processes that lead to creating a product with tools such as LCA. Bearing in mind that many of today’s multi-material packaging solutions will one day be banned or taxed”.
In addition to legislative and political-economic trends that influence the availability and price of raw materials and energy,’ considering the voices of our three interviewees, ‘in the future of packaging, the progressive replacement of current obsolete packaging lines (including printing and converting lines) with latest generation machines and equipment, capable of processing new materials and structures, will also play a huge role.
Asa, of course will the continuous refinement of the structures, with improved ratio of the structure composition “without increasing overall thickness and with a proportionally higher polymer content versus other components, aimed to the support and promote recyclability”.
PPWR: what sustainable packaging will look like
The world produces too much packaging waste and Brussels intends to do its part with a PPWR proposal that is causing discussion. Mainly because it generates fears – will recycling, in which so many resources have been invested, be penalised? – uncertainties about the future – what should ‘sustainable’ packaging look like tomorrow? In which direction, therefore, should R&D and the development prospects of the supply chain be oriented? Here, in short, are some thoughts gathered during this interview.
Sara Alexander: The draft of the Regulation gives clear indications: the total amount of packaging placed in the market must decrease and, at the same time, recovery rates must be increased. In flexible packaging this means on the one hand making the film thinner and thinner with the same performance; on the other hand increasing the percentage of mono-material film with respect to the other elements of the structure – adhesives, inks, etc. – which hinder recyclability. Acting with the utmost transparency: there are so many ideas and proposals circulating at the moment that it is very difficult to find your way around; credibility and trust can only be gained by avoiding green washing and confusing communications. “And the fact that we work together with other players in the chain on common goals is a good thing, isn’t it?” It creates value and culture, and we are proud of the results we achieve with our partners.
Martin Hill: In order to understand the requirements and needs of the industry, especially with regard to recyclability, it was very important at Dow Chemical to work with the international institutions like Ceflex and Recyclass, with the big brand owners and technology suppliers from the very beginning. It allowed us to fully understand their needs and reasoning, opinions, experiences, and to see the determination of all of them to develop truly recyclable solutions. This is why we are very confident that the legislator will be able to combine the different requirements, both to preserve products over time and to reduce the volumes of packaging placed on the market.
Andrea Ghu: In the flexible packaging supply chain, ‘more circularity’ will lead to strengthening the collection-recycling systems, perfecting the separation of the various types of plastic, and studying new mono-polymer structures with the barrier properties required for each application and certified by authoritative bodies. Such as the German Institut cyclos-HTP, which rated ‘88% recyclable’ the oneBARRIER PrimeCycle PE structure of the coffee stick packs we produced and tested on the Mespack machines (and which also rated ‘98%’ the comparable high-barrier oneBARRIER PE AlOx): an excellent result, which will improve even further and which shows how it is already possible to create new, fully sustainable packaging in just a few months.

















{kind=link}